In 2016, the term called “IoT” had been widely known. There’s not a single day when the term, “IoT” is not seen in a newspaper. Preceded by that term only, customers have trouble imagining a specific effect of IoT and also they think its introduction cost is high. That’s why more customers may not be able to take the first step to adopt IoT. The purpose of adopting IoT is to make a profit in a plant. But they don’t want to spend a large amount of money on it because its effect is not clear. In addition, they don’t want the equipment to be stopped or defects to be produced. The point is how it is introduced at a lower cost or in an easier way. And there are some problems associated with the adoption of IoT. For example, how can you get information from the existing equipment? or how do you analyze the acquired data? Here’s a case of a customer who started small for the adoption of IoT with solutions of Pro-face IoT-standard products.
Challenge: Improve an operating rate
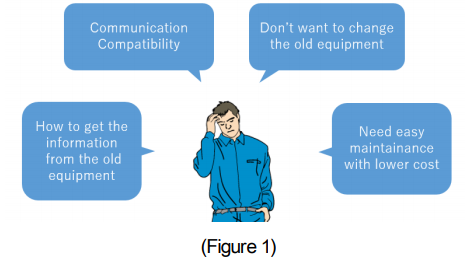
rate improvement was not found. It’s because… (1) A cause of the stoppage is not known. (2) Short downtime that occasionally occurs is not known individually. (3) When an alarm occurs, an experienced operator takes the first-aid measure by guess. (4) It’s suspicious that information on the daily report is all correct. Accurately acquiring and analyzing such information can visualize real problems to be considered and make it possible to take measures first for higher-priority problems.
Problems: The existence of various PLC (controllers) builds a wall.
When acquiring data from machines, the problem you first face is the already existing machines that were bought at different times. Even if you want to collect data directly from PLCs to a PC, it’s difficult because manufacturers of those PLCs were different and the communication methods are not compatible. In addition, more processing machines are controlled by a compact motherboard and it’s actually hard to collect data.
Installation 1. Data Collection: Various PLC, Operation history of operators
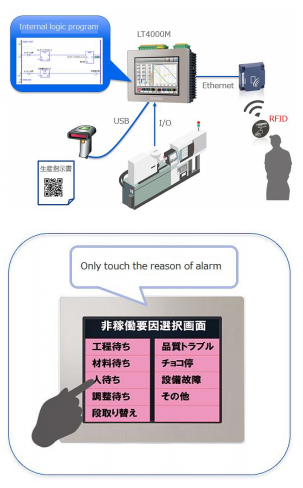
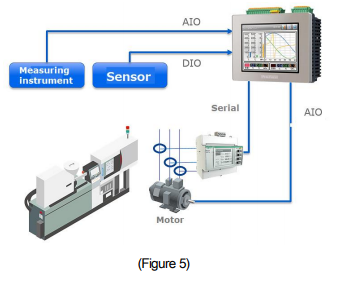
To collect machine data, it’s necessary to work on the following challenges. (1) Connect to a range of PLC (manufacturers, new and old models, and so on) (2) Make communication between PLCs with various communication methods and a PC (3) Collect information of operators What resolves these three challenges is Pro-face IoT-standard products. Those Pro-face products can communicate with not only PLC scattering in equipment around the world but also every device in a machine such as a temperature controller or robot controller without any programming and collect information of every device in a PC. Besides, using products with DIO or AIO mounted allows you to collect data even from devices without any communication interfaces. For collecting operator information, it’s possible to visualize hidden factors of the machine stoppage, for example, who performs what operation? Those challenges can be resolved by LT4000M Series that is a controller + HMI. As mentioned above, a lot of processing machines are controlled by microcomputers and no data can be acquired without programming. So, you send operating signals and shot signals to LT4000M via I/O. Because LT4000M has an arithmetic function, it can save data with a timestamp after calculation based on the received signals as to when a machine operates or stops, or how long it’s stopped, etc. In addition, when an operator tries to identify a cause of stoppage guessing what a cause is, if s/he can select one from guessable causes of stoppage on a touch panel, it’s easier to find a clue for improvement. And using an RFID system sold by Pro-face allows you to acquire operator information. It’s also possible to acquire work information with a code reader.
Besides, data collection software called Pro-Server EX can convert data collected from every device without any programming into one communication type and enables data collection on a PC. That means you can acquire not only downtime information of machines but also information and operators/work at the time of shutdown. The greatest advantages of that system are as follows; (1) Low introduction cost (2) Easy installation by just adding it to the existing equipment (3) Able to add and change by yourself
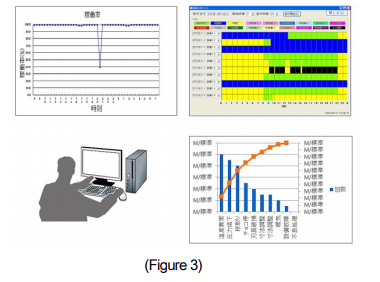
Installation 2. Making clear factors of non-operation: Operation or Pareto charts
Even if data of every device is collected, a required screen differs depending on a user. Because data collected with Pro-Server EX has a CSV format, it can be freely processed on Excel. And Pro-face provides screens useful for understanding various situations such as operation transition, operation charts, non-operation factor Pareto charts and so on. Looking at the operation chart, you can find which time zone shutdown often occurs in, who is working in that period, and how many hours the total shutdown time is. That makes clear real factors that decrease an operating rate and it’s easy to find solutions.
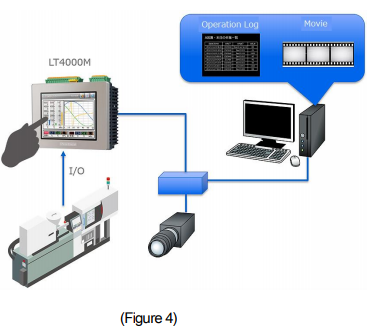
Installation 3. Leveling skills: Record work of an experienced worker
As a result of analyzing shutdown factors, it’s found that a recovery time largely differs depending on a worker’s skill through the machine shutdown is the same. So, the work of an experienced worker is recorded. When a machine stops, LT4000M sends a signal to a camera and the data of video recording before and after the moment when the signal is received is saved in a PC. Troubleshooting by the experienced worker is recorded and used as an electric manual. And the summary of touch operation by the experienced worker at the time of trouble is saved in the display unit, so it’s possible to know what the experienced worker’s recovery operation is like with the data on a screen. The movie data and the touch operation summary data combined, it’s easy to share the experienced worker’s skill with all the employees and that leads to leveling of troubleshooting work. Though the data is small at first, if data is gradually accumulated all over the world, it will be huge property in the future and be able to be utilized in various cases. In addition, this configuration can be used to pin down trouble causes. Each data of a machine before trouble, a summary of human operation, and movies of work and operators that are recorded with a camera is linked with a timestamp and that can be used as an effective cause-analysis tool.
Installation 4. Predictive Maintenance: Collect much more information
Collecting various data, making clear non-operation factors, and leveling skills have been achieved so far. Then, here is predictive maintenance to work on for preventing machine shutdown that is an ultimate aim. There are also 2 challenges for that. (1) Since multiple factors entangled with each other cause trouble, much more data is required. (2) Tools to read and manage signs from machines and applications for machine learning on clouds are very expensive.
LT4000M helps resolve those challenges. As described above, LT4000M can communicate with a range of devices without programming. Also, using it with a power meter called PM3250 sold by Pro-face allows you to find something unusual of electric power values. Besides, that allows you to take in signals of a thermocouple or encoder, so unusual data of temperature and so on can be acquired. Other required data can be acquired directly from a sensor or meter.
Summary
Why Pro-face for IoT? (1) IoT-standard products are available. (2) A range of data of the existing equipment can be collected. (3) It’s possible to offer an entire system through cooperation with lots of manufacturers. Working with customers who don’t want to spend a large amount of money because of a vague effect, Pro-face assists them to take the first step and start small to realize IoT. Pro-face has been evolving to offer groundbreaking solutions as a core existence of IoT free from anything.